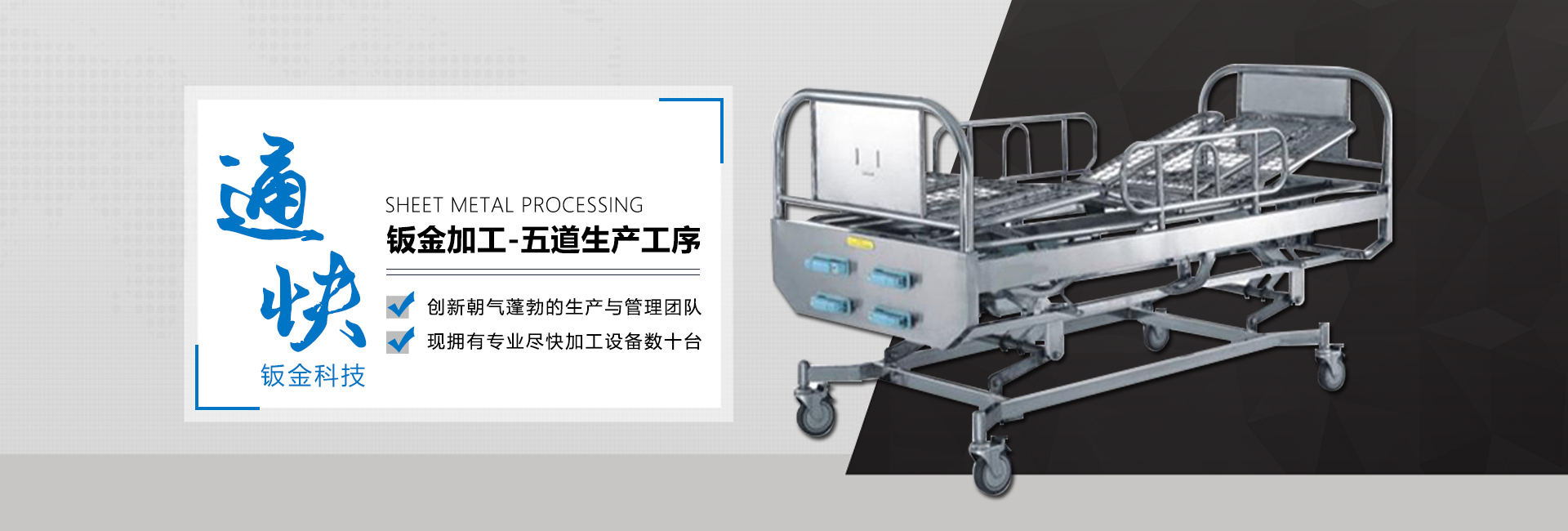






鈑金加工工序特點(diǎn)有哪些呢工序集中就是將工件的加工集中在幾個(gè)工序中進(jìn)行,每道工序的加工內(nèi)容較多,工藝路線短。其特點(diǎn)是:()工件安裝次數(shù)減少,不僅可以縮短輔助時(shí)間,易于保證加工表面之間的相互位置精度。(2)設(shè)備數(shù)量減少,并相應(yīng)地減少操作工人人數(shù)和生產(chǎn)面積,縮短了工藝流程,簡化了生產(chǎn)計(jì)劃工作和生產(chǎn)組織工作。(3)有利于采用機(jī)床和工藝設(shè)備,提高生產(chǎn)率。






一些批量大的工件還用到工裝保護(hù);工件不裝配噴涂時(shí),不需要噴涂的區(qū)域用耐高溫膠帶和紙片擋住,一些露在外面的螺母(螺柱)孔用螺釘或耐高溫橡膠保護(hù)。如工件雙面噴涂,用同樣方法保護(hù)螺母(螺柱)孔;小工件用鉛絲或曲別針等物品竄在一起后噴涂;一些工件表面要求高,在噴涂前要進(jìn)行刮灰處理;一些工件在接地符處用耐高溫貼紙保護(hù)。在進(jìn)行噴涂時(shí),首先工件掛在流水線上,用氣管吹去表面的粘上的灰塵。進(jìn)入噴涂區(qū)噴涂,噴完后順著流水線進(jìn)入到烘干區(qū),然后從流水線上取下噴涂好的工件。其中還有手工噴涂和自動噴涂兩類,這樣采用的工裝就不同了。

傳統(tǒng)鈑金加工的劣勢傳統(tǒng)的鈑金切割設(shè)備在市場上占有相當(dāng)大的市場份額,雖然他們也各自有自己的優(yōu)勢,但相對于激光切割等現(xiàn)代工藝來說劣勢非常明顯,極大地影響了企業(yè)的競爭力。、(數(shù)控)剪床主要是直切,只能用于直線的切割鈑金加工;2、(數(shù)控/轉(zhuǎn)塔)沖床對厚度在。5mm以上的鋼板切割有限制,并且表面質(zhì)量不好,成本高、噪音大,不利于環(huán)保;3、火焰切割作為原有的傳統(tǒng)切割方法,在切割熱變形,切割寬度,廢料,加工速度慢的情況下,僅適用于粗加工;4、等離子切割和精細(xì)等離子切割跟火焰切割類似,在切割薄鋼板時(shí)熱變形太大,斜度也較大,在精度要求高時(shí)無能為力,消耗品較為昂貴。5、高壓水切割加工速度慢,造成污染嚴(yán)重,消耗成本高。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


